
Idioma

A Papel Tmáquina de ubePuede parecer sencillo en la superficie: enrollar papel, aplicar adhesivo y cortar a medida. En las fábricas reales, los puntos débiles aparecen rápidamente: resistencia inestable del tubo, desorden de pegamento, tiempo de inactividad frecuente, cambios de tamaño lentos, y recortes inconsistentes que generan desperdicio y quejas de los clientes. Este artículo analiza el proceso de fabricación de tubos, los problemas de producción más comunes y las capacidades de la máquina que realmente resolverlos. También obtendrá una práctica lista de verificación de compras, una tabla de características a puntos débiles y un manual de mantenimiento para que pueda ejecutar Turnos estables con menos sorpresas.
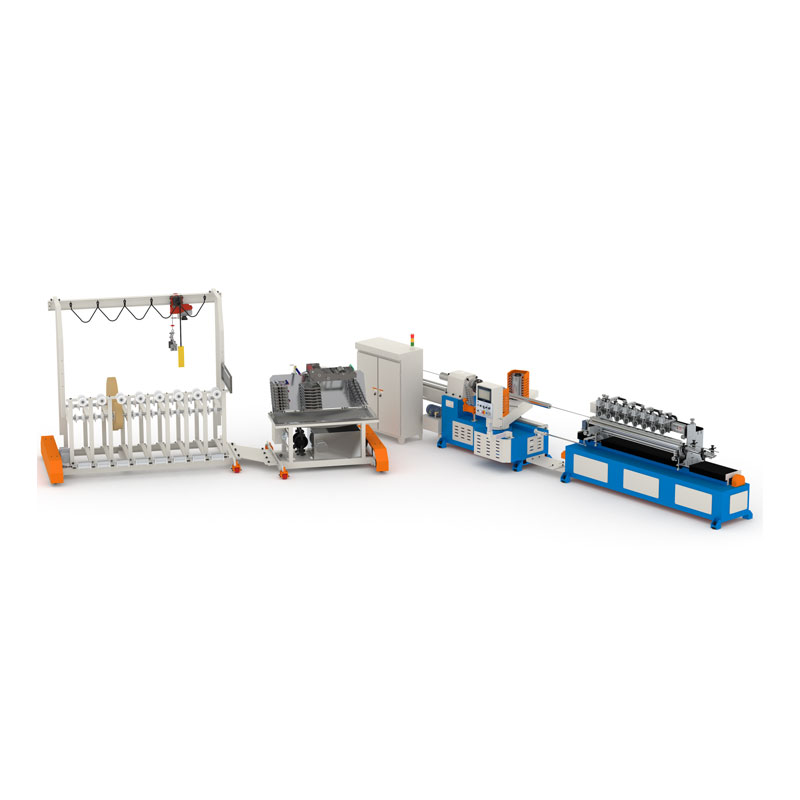
A Máquina de tubos de papelforma tubos enrollando múltiples capas de papel alrededor de un mandril (a veces llamado eje o núcleo), uniéndolos con adhesivo y luego cortando el tubo a la longitud requerida. Dependiendo de su industria, el tubo terminado puede ser un tubo de embalaje, una película o un núcleo textil, un cuerpo de lata compuesto o un tubo estructural utilizado como funda protectora.
La diferencia entre un “fabricante de tubos” que simplemente funciona y una línea que imprime dinero (cortésmente) es la coherencia: tensión constante, aplicación de adhesivo constante, presión de bobinado constante y corte consistente. Cuando esas variables varían, se obtienen tubos débiles, ovalidad, delaminación, polvo, contaminación por pegamento o mala tolerancia a la longitud.
Punto débil 1: Fuerza del tubo inconsistente
A los clientes no les importa que los lotes de papel varíen o que la humedad cambie durante la noche. Si el tubo se aplasta, se delamina, o colapsa durante el bobinado/empaquetado, se pierde confianza y margen. Los problemas de resistencia suelen deberse al control de la tensión del papel, uniformidad del adhesivo y estabilidad de la presión del bobinado.
Punto débil 2: desorden de pegamento y unión inestable
Demasiado adhesivo provoca resbalones, contaminación y tiempos de inactividad por limpieza. Demasiado poco provoca delaminación y articulaciones débiles. Una ruta de entrega de pegamento controlada (y una rutina de limpieza fácil de usar para el operador) suele ser la mejora más rápida del retorno de la inversión.
Punto débil 3: cambios lentos
Si cambiar los diámetros o el espesor de la pared lleva una eternidad, evitará la variedad de productos y perderá pedidos. Los cambios rápidos de tamaño dependen de mecanismos de ajuste rápido, referencias de configuración claras y recetas digitales estables.
Punto débil 4: mala precisión de corte y bordes ásperos
Los malos cortes se manifiestan como desajustes de longitud, rebabas, extremos aplastados y quejas de los clientes. La estabilidad del corte depende de la rigidez, el estado de la hoja, la sincronización con la velocidad de alimentación del tubo, y un método limpio de manipulación del polvo.
Si está evaluando una nueva línea, no empiece preguntando "¿Cuál es la velocidad máxima?" Comience preguntando: "Según nuestras especificaciones de cámara, ¿qué velocidad se mantiene estable durante un turno completo sin que la calidad se desvíe?"
Comprender el proceso le ayudará a detectar dónde se cuela la inestabilidad. La mayor parte de la producción de tubos de papel sigue esta secuencia:
un establoMáquina de tubos de papelno es "una característica". Es una cadena: si la tensión disminuye, el pegamento se vuelve desigual; si el pegamento es desigual, la presión del devanado se comporta de manera diferente; si la presión del devanado cambia, la calidad del corte cambia. Un buen equipamiento hace que la cadena sea predecible.
Estas son las capacidades que tienden a ser más importantes cuando la producción es real, no teórica:
| Problema de producción | Capacidad de la máquina que ayuda | Lo que debe buscar durante la evaluación |
|---|---|---|
| Delaminación del tubo/unión débil | Aplicación de adhesivo estable y trayectoria de pegamento controlada | Película adhesiva uniforme, piezas fáciles de limpiar, rangos de configuración claros para su gramaje de papel y espesor de tubo |
| Tubos ovalados/poca redondez | Sistema de formación rígido y presión de bobinado estable. | Lecturas consistentes de diámetro exterior e interior del tubo, vibración mínima, funcionamiento suave a la velocidad objetivo |
| Arrugas y desalineación de capas. | Buena guía del papel y estabilidad de la tensión. | Ruta de banda limpia, frenado/control confiable, alineación repetible después de los cambios de carrete |
| Bordes ásperos/desajuste de longitud | Sincronización de corte precisa | Corte de muestras en tiradas largas: compruebe las rebabas, los extremos aplastados y la consistencia de la tolerancia de longitud |
| Demasiada chatarra durante el inicio | Referencias de configuración rápida y controles fáciles de usar | Ajustes de parámetros sencillos, indicadores claros, resultados estables después del reinicio |
| Tiempo de inactividad por limpieza y atascos. | Acceso para mantenimiento y consumibles predecibles | Pasos de limpieza sencillos, zonas de corte/pegamento accesibles, piezas de desgaste estándar |
Observe lo que falta: promesas vagas. Las mejores conversaciones de compra giran en torno a las especificaciones de sus válvulas y la realidad de su cambio. Si un proveedor puede explicar cómoMáquina de tubos de papelse mantiene estable durante un largo período, especialmente durante los cambios de carrete y los reinicios. ahí es cuando te estás acercando a una buena decisión.
Antes de comparar cotizaciones, bloquee sus requisitos. Una máquina que es perfecta para tubos de embalaje de paredes delgadas puede ser incorrecta para núcleos industriales pesados. Utilice la lista de verificación a continuación para evitar comprar "casi bien".
Defina los requisitos de sus tubos
Solicite una mentalidad de prueba
| Qué validar | Cómo validarlo | Pista de aprobado/reprobado |
|---|---|---|
| Estabilidad dimensional (OD/ID/redondez) | Mida los tubos a lo largo de un recorrido largo y después de un reinicio | Deriva mínima, lecturas estables sin girar constantemente la perilla |
| Consistencia de la fuerza de unión | Cortar secciones transversales y comprobar la uniformidad de unión de las capas. | Sin zonas secas obvias, sin exceso de pegamento. |
| Calidad de corte | Inspeccione los extremos en busca de rebabas/aplastamiento; verificar la tolerancia de longitud | Bordes limpios y longitud repetible en todos los lotes |
| Experiencia del operador | Haga que los operadores ejecuten los procedimientos de cambio de carrete + reinicio | El proceso permanece en calma; la configuración es clara y repetible |
| Realismo de mantenimiento | Recorrido por los pasos de limpieza y reemplazo de piezas de desgaste | Diseño accesible y rutinas simples que no se saltarán |
El control de calidad para la producción de tubos no tiene por qué ser complicado; necesita ser consistente. Si estás ejecutando unMáquina de tubos de papela escala, la pequeña deriva se vuelve costosa rápidamente.
Consejo profesional: si su chatarra aumenta "al azar", generalmente no es aleatorio; realice un seguimiento de cuándo sucede (después de cambios de carrete, después de paradas, en períodos húmedos). y encontrarás un patrón que puedes arreglar.
El tiempo de actividad es una estrategia, no un deseo. La manera más fácil de mantener unMáquina de tubos de papelestable es tratar el mantenimiento como parte de la producción. A continuación se muestra un enfoque práctico que utilizan muchas plantas:
| Frecuencia | Qué hacer | Por qué es importante |
|---|---|---|
| Por turno | Limpie las áreas de contacto del adhesivo, elimine el polvo del papel cerca del corte, verifique que esté flojo. | Previene la acumulación que causa inestabilidad de unión y cortes deficientes. |
| A diario | Inspeccione las hojas/herramientas, verifique las guías de alineación básicas, revise las piezas móviles en busca de ruidos inusuales | Detecta el desgaste temprano antes de que se convierta en desperdicio y tiempo de inactividad |
| Semanalmente | Rutina de lubricación, limpieza más profunda, confirmación de tensión y estabilidad de alimentación. | Estabiliza el proceso y evita la deriva. |
| Mensual | Revisar el inventario de piezas de repuesto, inspeccionar los componentes clave de desgaste y actualizar la capacitación del operador. | Reduce las paradas de emergencia y mantiene las operaciones consistentes entre los equipos |
Al solucionar problemas, comience con los síntomas y avance hacia atrás: Si los cortes son ásperos, no culpe inmediatamente a la hoja; verifique la estabilidad y la vibración del avance del tubo. Si aparece delaminación, no culpe inmediatamente al papel; verifique la uniformidad del adhesivo y la variación de la tensión. El diagnóstico tranquilo siempre supera los ajustes de pánico.
Comprar equipo es una cosa. Funcionarlo sin problemas durante años es otra. Una buena relación con los proveedores normalmente incluye: Soporte práctico para la puesta en servicio, guía de operación clara, piezas de desgaste accesibles y servicio receptivo para la resolución de problemas. El objetivo es simple: mantener su línea predecible para que su cronograma de entrega siga siendo confiable.
Si se abastece de Maquinaria de impresión Wenzhou Feihua Co., Ltd., trate la conversación como un plan de producción: comparta las especificaciones de sus tubos, su realidad material y su objetivo de producción; luego pregunte cómo se mantiene estable la máquina en tiradas largas. reinicios y cambios frecuentes de tamaño. La calidad de las respuestas que reciba le dirán más de lo que podría hacerlo un folleto.
P: ¿Qué información debo preparar antes de solicitar una cotización para una Máquina de Tubos de Papel?
A:Prepare su rango de diámetro de tubo, rango de espesor de pared, rango de longitud, gramaje de papel/recuento de capas, preferencia de tipo de adhesivo, producción objetivo por turno y cualquier requisito especial (acabado final, control de polvo, tolerancias estrictas, cambios de tamaño frecuentes). Cuanto más claras sean sus aportaciones, más precisa será la recomendación.
P: ¿Cómo puedo saber si los problemas de resistencia de mis tubos provienen de la máquina o del papel en bruto?
A:Consultar patrones. Si la delaminación aumenta después de cambios de carrete, paradas o cambios de humedad, es probable que esté involucrada la estabilidad del proceso (tensión, uniformidad del pegamento, presión de bobinado). Si esto sucede de manera constante en todas las condiciones, la compatibilidad de la materia prima o el adhesivo podría ser el factor determinante.
P: ¿Cuál es una forma realista de evaluar la calidad del corte?
A:No juzgues por unas pocas muestras. Solicite una tirada larga según sus especificaciones, luego inspeccione los extremos cortados y la consistencia de la longitud a lo largo del tiempo, especialmente después de un reinicio. La limpieza y la tolerancia constantes importan más que un solo corte “perfecto”.
P: ¿Siempre es mejor una velocidad más alta?
A:Sólo si la calidad se mantiene estable durante un turno completo. La alta velocidad con dimensiones fluctuantes o paradas de limpieza frecuentes pueden producir una producción menos vendible que una línea ligeramente más lenta y estable.
P: ¿Qué tareas de mantenimiento protegen más directamente la calidad?
A:La limpieza del área adhesiva, el manejo del polvo cerca del corte y las comprobaciones rutinarias de vibración y holgura son grandes beneficios. Estos previenen la “pequeña deriva” que silenciosamente genera chatarra.
¿Está listo para combinar la máquina de tubos de papel adecuada con sus especificaciones de tubos y su objetivo de producción diaria?
Díganos su rango de diámetro, espesor de pared, tolerancia de longitud, tipo de papel y capacidad objetivo, y lo ayudaremos a mapear una configuración práctica. que prioriza la producción estable, cambios rápidos y cortes limpios. Si quieres menos sorpresas y cambios más predecibles, contáctanospara discutir su aplicación y solicitar una solución personalizada.











